Reinforcing steel rebar upsetting machine





Short Description:
16-40 model Double Cylinder Rebar Upsetting Forging Machine
Machine Function
16-40 model Double Cylinder Rebar Upsetting Forging machine is mainly used for upsetting 16-40 diameter rebar, increase the diameter of rebar, make rebar end enlarged, in order to make the effective section is larger than the original steel.
Such as for 25mm rebar, after upsetting, it is become 28mm.
Then you can use rebar thread rolling machine or rebar thread cutting machine to get rebar threads, connect with rebar.

Machine Advantages
After upsetting by 16-40 model Double Cylinder Rebar Upsetting Forging machine, its tensile strength is larger than original rebar itself.
This machine is applicable to the reinforcement connection of national key projects with high requirements such as bridges and subways, and is not affected by environmental factors.
Machine Parameters
|
Model |
16-32 |
16-40 |
|
Processing Range |
Φ16 – Φ32mm |
Φ16 – Φ40mm |
|
Upsetting Length |
3-5cm |
3-5cm |
|
Motor Power |
7.5KW |
11KW |
|
Rated Voltage |
3 – 380V – 50HZ or others |
3 – 380V – 50HZ or others |
|
Working Efficiency |
3-5 seconds / piece |
3-5 seconds / piece |
|
Capacity of Tank |
115L |
165L |
|
Oil Pump Flow |
15L/min |
15L/min |
|
Hydraulic Oil Pump |
31.5Mpa (10MCY 14-1B) |
31.5Mpa (10MCY 14-1B) |
|
Hydraulic Oil |
68# Antiwear |
68# Antiwear |
|
Working Stroke of Cylinder |
150mm |
150mm |
|
Weight |
1000KG |
1300KG |
|
Dimension |
1250*850*1650mm |
1340*990*1800mm |
Machine Spare Parts
For one size rebar, need one mould, one set mould has 2 pieces.

FAQ
Q1:What is the machine motor ?
A1:The machine motor is 3-380V-50HZ. but we also change it to 3-220V-60HZ, 3-415V-50HZ, 3-440V-60HZ, etc.
Q1: What is the rebar diameter after upsetting?
A1: After upsetting, the rebar diameter will become bigger. For instance, after upsetting the 25mm rebar will become 28mm. But if you have other special requirement, we also can customize mould for you. Q1: What is the machine spare parts?
A1: The machine spare parts is mould. each size rebar needs one mould.
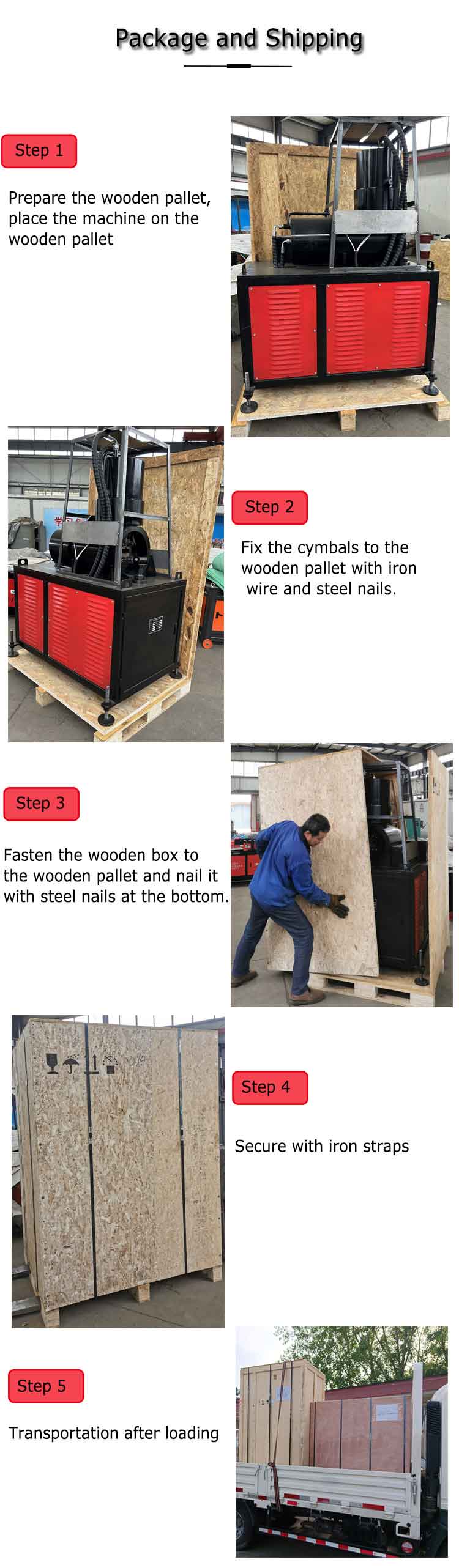
Package and Shipping
The machine is packed with plywood case.
Customer Photos

Summary
Upsetting straight thread connection technology is to use a special upsetting machine to upset the threaded section to be processed at the end of the reinforcement in advance, so as to increase the diameter of the upsetting part to be larger than the diameter of the base metal. Then use the supporting special threading machine to thread the upsetting part, and then use the sleeve of the same specification to connect the threaded parts of the two processed steel bar heads with a wrench, that is, to complete the so-called steel bar butt joint. Strong straight thread connection technology such as upsetting has the advantages of stable performance, labor-saving and fast connection and high inspection qualification rate. At the same time, it can also completely solve the problem of non rotatable connection of reinforcement.
Product Parameters
|
Model |
JD2500 |
|
|
Upsetting Machine |
Suitable Rebar Size(mm) |
16-40 |
|
Nom. Forge Force(KN) |
2500 |
|
|
Dimensions(mm) |
1380*670*1240 |
|
|
Weight(kg) |
1300 |
|
|
Hydraulic Oil Pump |
Nom.oil Pressure(MPa) |
28 |
|
Nom.Flow(L/min) |
10 |
|
|
Power of Motor(kw) |
7.5 |
|
|
Dimensions(mm) |
1400*900*1000 |
|
|
Weight(kg) |
2000 |
|
Operation process
1. Turn on the power supply, open the cooling water valve and press the forward rotation start button to rotate the feed handle and feed towards the workpiece to realize cutting. When the rib stripping length meets the requirements, the rib stripping knife will automatically open and rotate the handle to continue feeding to realize thread rolling. When the thread roller contacts the reinforcement, be sure to exert force and rotate the spindle for one cycle. The axial feed is a pitch length. When the feed reaches a certain degree, the automatic feed can be realized until the automatic stop is completed after the whole rolling process. Press the reverse start button to realize automatic tool withdrawal.
2. When the automatic tool withdrawal is completed, turn the feed handle clockwise to return the rolling head to the initial position. At this time, the rib stripping knife will reset automatically. Just remove the processed workpiece.
3. Check the thread length with ring gauge, and it is qualified if the error is within the range; At the same time, check the size of the screw head with the thread go no go gauge. It is qualified if the go gauge can be screwed in and the no go gauge cannot be screwed in or cannot be completely screwed in.
4. When rolling reverse wire, first interchange any two positions of the wire rolling wheel in the rolling head; Then change the position of the pressure block of the travel switch back and forth, and ensure that the travel remains unchanged.
5. When rolling the reverse thread, press the forward rotation start button and turn the feed handle to feed towards the workpiece to realize cutting. When the rib stripping length meets the requirements, the rib stripping knife will automatically open and stop feeding. At this time, press the stop button to stop, press the reverse button, the rolling head will rotate reversely, and the control handle will continue to feed to roll the reverse thread. When the wire rolling wheel contacts the reinforcement, Be sure to use force and make the spindle rotate for one cycle, and feed a pitch length axially. When the feeding reaches a certain degree, it can realize automatic feeding until the whole rolling process is completed and the machine stops automatically. Press the forward rotation start button to realize automatic tool withdrawal.





